
PS skyndibitakassalína

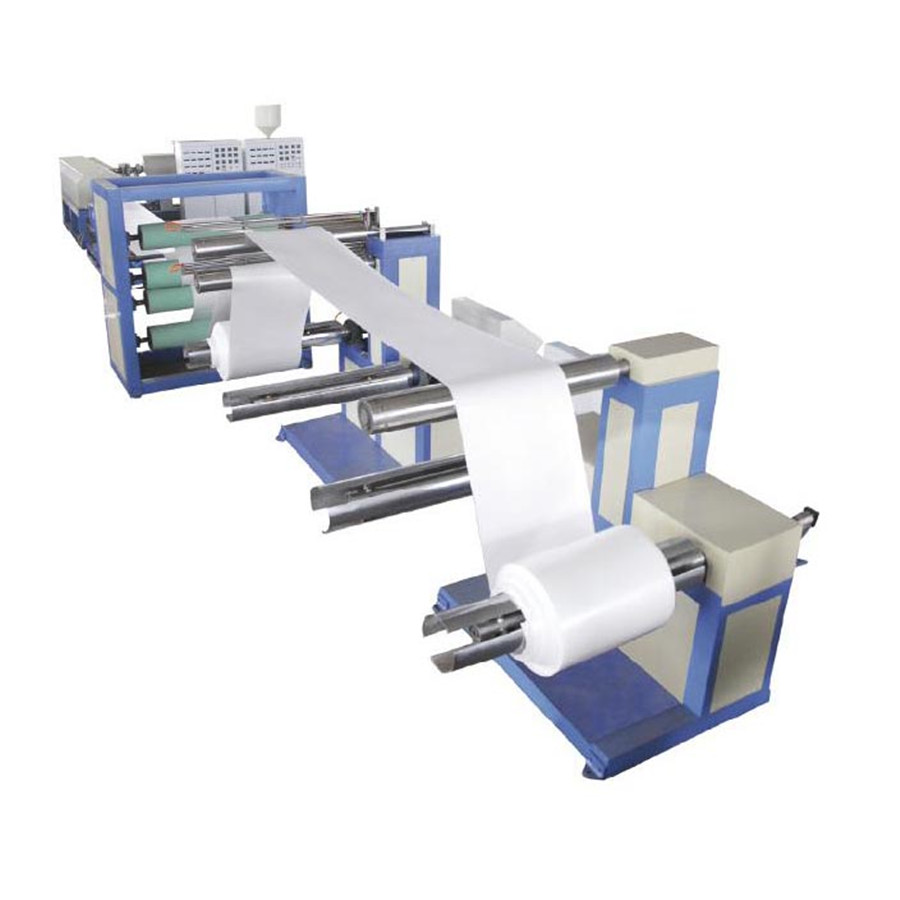




Ⅰ 105/120 PS froðuplötuútpressunarlína inniheldur eftirfarandi íhluti
Ⅱ Helstu breytur
| Atriði | Eining | Parameter | Athugasemd |
| Fyrirmynd | FS-FPP105-120 | ||
| Gildandi efni | GPPS korn | ||
| Þykkt vöru | mm | 1-4 | |
| Breidd blaðs | mm | 540-1200 | |
| Froðuhraði | 12-20 | ||
| Magnþyngd vöru | Kg/m³ | 50-83 | |
| Varmaleiðni vöru | W/mk | 0,021-0,038 | |
| Framleiðsla | kg/klst | 150-200 | |
| Mál afl | Kw | 200 | |
| Aflgjafi | þriggja fasa 380v/50Hz | ||
| Ytri vídd | mm | 26000×7000×3000 | |
| Heildarþyngd vélarinnar | Tonn | Um 12 |
Ⅲ Framleiðsluflæðirit
A.Sjálfvirkt fóðrunarkerfi
1. Fóðrunarstíll
Spiral fóðrun
2. Helstu breytur
| Afköst blöndunartækisins (kg) | 300 |
| Mótorkraftur blöndunartækisins (kw) | 3 |
| Fóðurgeta fóðrunartækisins (kg/klst.) | 200 |
| Mótorafl fóðrunar (kw) | 1.5 |
B. Fyrsta stigs extruder
1. Skrúfa og tunnu efni
38CrMoAlA köfnunarefnismeðferð
2. Aðal mótor stíll
AC-mótorar með tíðnibreytum
3. Hraðaminni
Sérstakur dráttarvél, harður tannyfirborð, hátt tog, og lítill hávaði
4. Hitari
Álsteyptur hitari, snertilaus útgangur með solid-state gengi, greindur hitastýring hitastigs
5. Tæknilegar breytur
| Afl akstursmótors (kw) | 55 |
| Þvermál skrúfubolta(mm) | Φ105 |
| L/D hlutfall skrúfbolta | 34:1 |
| Hámarkssnúningur á skrúfu (rpm) | 30 |
| Fjöldi hitunarsvæða | 10 |
| Hitaafl (kw) | 40 |
C.Inndælingarkerfi fyrir blástursefni
1. Eins konar dæla
Stimpilgerð með mikilli nákvæmni og háþrýstingsmælandi dælu, til að passa við einstefnuloka til að stjórna, innspýtingarrúmmálinu er stjórnað með stimpillyftu
2. Helstu tæknilegar breytur
| Eins konar blástursefni | bútan eða LPG |
| Mælistæla flæði | 40(L/H) |
| Innspýting háþrýstingur | 30(Mpa) |
| Þrýstimælir | 0-40(Mpa) |
| Mótorafl | 3(kw) |
D.Vökvakerfi án stöðvunar sjálfvirkt skipta um síukerfi
Vökvakerfi sem er fljótt að skipta um net
Helstu breytur
| Olíudælumótorafl | 4(kw) |
| Olíudæla hámarksþrýstingur | 20(Mpa) |
| Sía nettómagn | 4 (stykki) |
| Hitaafl | 8(kw) |
E.Annað stigs extruder
1. Skrúfa og tunnu efni
38CrMoAlA köfnunarefnismeðferð
2. Aðal mótor stíll
AC-mótor með tíðnibreytum
3. Hraðaminni
Sérstakur dráttarvél, harður tannyfirborð, hátt tog, og lítill hávaði
4. Hitari
Álsteyptur hitari, snertilaus útgangur með solid-state gengi, greindur hitastýring hitastigs , Kælivatnstæki í hitara.
5. Kæling og hitalækkandi stíl. Vatnskæling í hringrás, sjálfvirkt framhjákerfi.
6. Tæknilegar breytur
| Afl akstursmótors (kw) | 55 |
| Þvermál skrúfubolta(mm) | Φ120 |
| L/D hlutfall skrúfbolta | 34:1 |
| Hámarkssnúningur á skrúfu (rpm) | 30 |
| Fjöldi hitunarsvæða | 13 |
| Hitaafl (kw) | 50 |
6. Tæknilegar breytur
F. Extruder höfuð og mót
1. Uppbygging
Umferð extruder höfuðsins, moldmunnur getur stillt, höfuð með þrýstimæli og þrýstingsúttaksviðvörunarbúnaði.Höfuðhitari með vatnskælingu.
2.Efni
Hágæða verkfærastál, hitameðhöndlað, yfirborðsgrófleiki flæðirásar: Ra0,025μm
3. Helstu tæknigögn
| Þvermál mótsops | Samkvæmt pöntunarsamningi |
| Magn hitastýringarsvæða | 2 |
| Nákvæmni hitastýringar | ±1(℃) |
| Hitaafl | 5(kw) |
G. Mótun kæli- og skurðarkerfis
1. Mótun stíl: móta tunnu
2. Kælingarstíll: mótun tunnu kólnar með vatni og ytri vindhring
3. Uppbygging: móta tunnu, skera hníf og rekki hluti
4.Main tæknilegar breytur
| Mótunarstærð tunnu(mm) | Samkvæmt pöntunarsamningi |
| Blásarafl (kw) | Þrjár setningar0,55 |
H.Togkerfi
1. Togstíll: Fjögurra rúlla samhliða tog, þjappað með loftdrifi
2. Form akstursmótors: AC-mótor, hraðabreyting á tíðnibreytingum, hraðaminni breytir hraða
3. Helstu breytur
| Magn dráttarrúllu (stykki) | 4 |
| Stærð dráttarrúllu (mm) | Φ260×1300 |
| Mótorafl (kw) | 1.5 |
I. Rafstöðvunarkerfi
Aðlagast rafstöðueiginleikakerfi fyrir rafstöðueiginleikar af tod gerð, vinnandi volt er 7KV fyrir ofan, getur framleitt mikinn árangursríkan og öflugan jónavind, í raun útrýmt hættu á rafstöðueiginleikum.
J.Vindunarkerfi
1.Form
Tveggja arma loftskaft gerð
2.Main tæknilegar breytur
| Þyngd vafninga(kg) | Hámark 40 |
| Þvermál spólu (mm) | Hámark 1100 |
| Lengdarstýring | Metrateljarstjórn, stilla lengd |
| Akstursmótor | Togmótor 8n.m×2 sett |
K. Rafmagnsstýrikerfi
Upphitunarstýriskápur fyrsta stigs extruder: eitt sett
Upphitunarstýriskápur annars stigs extruder: eitt sett
Vinda stjórnskápur: eitt sett
Skyldar vörur
-

4 lita pappírsprentvél
UPPLÝSINGARHLUTI。 1. Einfóðrunarvinnustöð 2. Vökvaklemma, vökva lyfta efninu, vökva stjórna breidd afsnúningsefnisins, það getur stillt hreyfingu vinstri og hægri.3. Magnetic duft bremsa sjálfvirk spennu stjórna 4. Sjálfvirk vefleiðari 5. Pneumatic bremsa --- 40kgs PRINTING HLUTI 1. Pneumatic lyfta og lækka prentplata strokka sjálfvirk lyftiplötu strokka þegar vélin er stöðvuð.Eftir það getur keyrt blek sjálfkrafa.Þegar vélin er að opna...
-

ML600Y-S Vökvakerfi pappírsplötugerðarvél
Tæknilegar breytur Helstu tæknilegar breytur Pappírsplötustærð 4-12” Pappírsgrömm 100-800g/m2 Pappírsefni Grunnpappír, töflupappír, hvítur pappa, álpappír eða annað Stærð Tvöfaldur stöðvar 40-100stk/mín. Aflþörf 380V 80KWZ Heildarafl Þyngd 1600kg Upplýsingar 3700×1200×1900mm Loftframboðsþörf 0,4Mpa, 0,3cube/min Aðrar athugasemdir Sérsníða olíuhylki ML-63-...
-
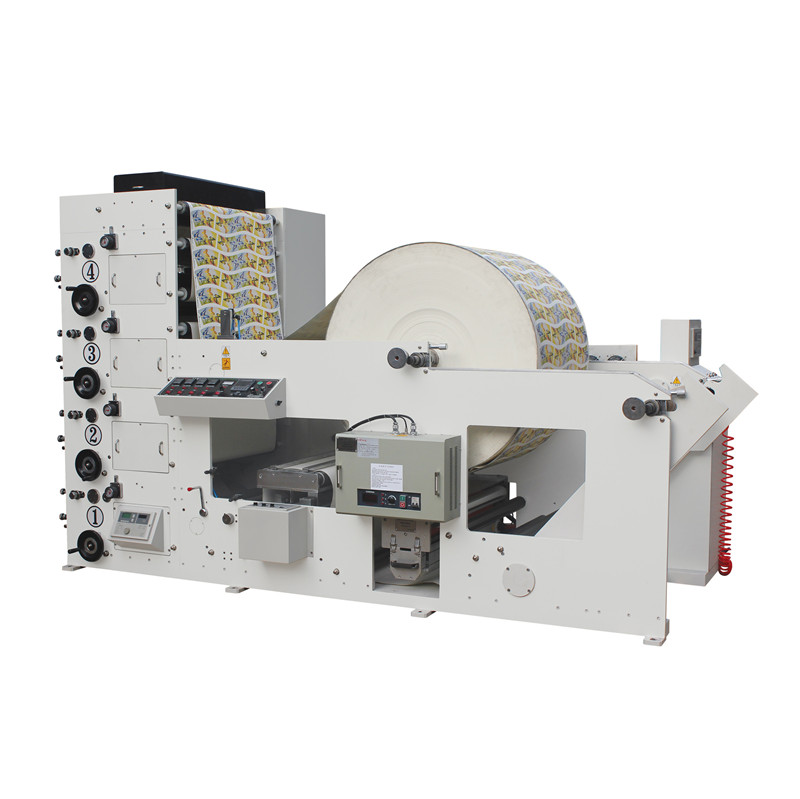
4 lita pappírsbollaprentunarvél
1. Aðalsamsetning undirlagsþykkt: 50-400gsm pappír Vélarlitur: Grátt hvítt rekstrartungumál: Kínversk og ensk aflgjafi: 380V±10% 3PH 50HZ prentvals: 2 sett ókeypis (Fjöldi tanna er allt að viðskiptavinum) Anilox vals (4 stk,Möskva er undir viðskiptavinum komið) Þurrkun:Infrarauður þurrkari með 6stk lampa Með stórri rúllu fyrir yfirborðsspólun Hæsta hitastig upphitunarþurrkara:120℃ Aðalmótor:7.5KW Heildarafl: 37KW afvindaraeining • Hámarks afrólunarþvermál...
-

ML600Y Vökvakerfi pappírsplötugerðarvél
Tæknilegar breytur Helstu tæknilegar breytur Pappírsplötustærð 4-13” Pappírsgrömm 100-800g/m2 Pappírsefni Grunnpappír, töflupappír, hvítur pappa, álpappír eða annað Stærð Tvöfaldur stöðvar 40-110stk/mín. Aflþörf 380V 80KWZ Heildarafl Þyngd 1600kg Upplýsingar 3700×1200×1900mm Loftframboðsþörf 0,4Mpa, 0,3cube/min Aðrar athugasemdir Sérsníða olíuhylki ML-63-...
-

1600MM SMS framleiðslulína fyrir óofið efni
2 Vinnsluflæðisauki (endurvinnslubrún) ↓ Efni→bráðnun og pressun→síun→mæling→snúning→slökkva→loftflæðisteikning Efni→bráðnun og pressun→síun→mæling→snúning→ heitloftsteikning→kæling→ vefmyndun→kalanderun Efni →bráðnun og pressun→sía→mæling→snúning→slökkva→loftstreymisteikning →vinda og rifa A. Aðalbúnaður...
-

ML400J Vökvakerfi pappírsplötugerðarvél
Gerð ML400J Þvermál pappírsdisks Stór bakki (mótaskipti) Stærð 12-25 stk/mín (ein vinnustöð) Aflgjafi 380V 50HZ Heildarafl 7KW þyngd 1400Kg Mál (L*B*H)2300*800*2000mm Hráefni skv. Kröfur viðskiptavina (upprunalegur pappír, hvítur pappa, hvítur pappa, álpappír eða aðrir) Vinnuþrýstingur í lofti 4,8Mpa Vinnuloftrúmmál 0,5m3/mín.





